Изготовление мокуме. Технология мокуме гане в современных ювелирных украшениях
Выходные данные сборника:
ТЕХНОЛОГИЯ МОКУМЕ ГАНЕ В СОВРЕМЕННЫХ ЮВЕЛИРНЫХ УКРАШЕНИЯХ
Баранова Ольга Константиновна
соискатель ученой степени кандидата наук, ассистент кафедры технологии художественной обработки материалов и ювелирного искусства Санкт-Петербургского государственного университета технологии и дизайна, РФ, г. Санкт-Петербург
Чалова Екатерина Игорьевна
аспирант, ассистент кафедры технологии художественной обработки материалов и ювелирного искусства Санкт-Петербургского государственного университета технологии и дизайна, РФ, г. Санкт-Петербург
Баранова Александра Ивановна
преподаватель Камчатского индустриального техникума, РФ, г. Вилючинск
USING MOKUME GANE IN MODERN JEWELRY
Olga Baranova
candidate for a degree of candidate of sciences, assistant of the department of artistic manufacturing of materials and jewelry in Saint-Petersburg University of Technology and Design, Russia, Saint-Petersburg
Ekaterina Chalova
postgraduate, assistant of the department of artistic manufacturing of materials and jewelry in Saint-Petersburg University of Technology and Design, Russia, Saint-Petersburg
Alexandra Baranova
professor 1 st category in Kamchatskiy Industrial College, Russia, Viluchinsk
АННОТАЦИЯ
Проведен анализ старинного способа обработки металла - традиционной японской техники «мокуме гане», известной с XVII века, пути её развития за этот период, появления новых технологий изготовления, а так же приведены советы по практическому изготовлению ювелирных изделий в данной технике.
ABSTRACT
Analysis of the ancient method of metal treatment - traditional Japanese technique “Mokume Gane”, known since XVII century, its development through the period, new technologies of manufacturing, and given advices on practical manufacturing of jewelry in this technique.
Ключевые слова: ювелирное производство; дизайн; технологии изготовления ювелирных изделий; традиционное искусство Японии; мокуме гане.
Keywords: jewelry manufacturing; design, technology of jewelry; traditional Japanese art; Mokume Gane.
В ювелирных украшениях люди ценят не только красоту, но и уникальность. Сами по себе ювелирные изделия могут являться как декоративными элементами (для обладателя), так и формой самовыражения (для создателя), поэтому некоторые из них считаются произведениями искусства. Украшения, выполненные в японской традиционной технике мокуме гане, можно смело отнести к этой категории, ведь каждое из них является самостоятельным неповторимым миниатюрным шедевром, имеющим как эстетическую, так и материальную ценность.
«В ювелирном деле практикуется множество разнообразных техник. Некоторые из них появились совсем недавно, другие связаны с древними традициями, передающимися из поколения в поколение» . Мокуме гане - традиционная, проверенная временем техника с богатой историей, в которую вдохнули новую жизнь современные технологии.
«С японского языка термин «мокуме гане» можно перевести как «металл, похожий на дерево»» . Это старинный способ обработки металла, изобретенный в XVII мастером Денбеем Сёами, с помощью которого он украшал рукояти самурайских мечей (рисунок 1). Самураи занимали высокое положение в обществе средневековой Японии, но не каждый из них мог позволить себе такую роскошь. Изысканно украшенная рукоять служила символом высокого статуса и достатка обладателя.
Рисунок 1. Лезвия катаны, изготовленной в технике мокуме гане
Принцип, на котором основывается Мокумегане - такой же, как и при изготовлении самурайских мечей. Несколько пластин драгоценных металлов, в число которых входят и традиционные японские сплавы (например, Шакудо - сплав на основе меди 96 % и 4 % чистого золота) свариваются между собой в диффузии при высокой температуре. Глубина взаимопроникновения металлов Мокуме около 0,025 мм, и именно рост новых кристаллов в этой зоне скрепляет пластины воедино. Соединив пластины вместе, их обрабатывают и придают текстуру таким образом, чтобы открывались небольшие участки поверхности каждого слоя.
Сложность технологии состоит в том, что разные, порой практически не сочетаемые металлы соединяются между собой в причудливые и очень красивые узоры, которые никогда не повторяются.
В результате обработки техникой мокуме гане металл приобретает слоистый рисунок, по фактуре напоминающий древесные кольца или кору. «Эти уникальные узоры являются своеобразным воспеванием естественной красоты дерева, воплощенной в холодном могучем металле» . В современном мире самурайские мечи имеют успех лишь у коллекционеров, а статус самурая не имеет такого большого значения, но, тем не менее, мокуме гане получило такое широкое распространение и обожание, что получило воплощение в предметах искусства и прекрасных ювелирных изделиях.
Традиционная техника мокуме гане сводилась к сращиванию методом плавления нескольких листов различных металлов. Современные мастера и новые технологии привнесли в процесс некоторые изменения, но суть процесса остается неизменной.
На сегодняшний день существует два основных способа изготовления Мокуме ганэ: способом сплавления в печи и изготовление при помощи припоя.
Первый способ заключается в составлении целостной композиции из двух или более разнородных металлов, которые накладывались друг на друга слоями, создавая в условиях термической обработки, однородный сплав. В традиции японской техники такой сплав достигался благодаря диффузионной сварке в угольных кузницах.
В настоящее время известны разнообразные комбинации металлов, пригодных для данной техники: желтое, розовое и белое золото, никель, палладий, платина, титан, цирконий, бронза и латунь.
Суть метода мокуме гане в том, что листы различных ювелирных металлов складываются чередующимися по цвету слоями (рис. 2). Количество слоев достигает нескольких десятков. Затем заготовка нагревается при высокой температуре, чтобы металлы начали спекаться между собой. Происходит диффузия металлов в твердой фазе. Самое важное и сложное - прочно соединить разные металлы и при этом не превысить температуру плавления, чтобы сохранились индивидуальные слои
. 
Рисунок 2. Плоские заготовки до скручивания слоев
Далее поученная заготовка прессуется, проковывается, скручивается, чтобы плоские слои стали извилистыми. Нагревается для снятия внутренних напряжений. И так много раз. Иногда в металле прорезают много регулярных углублений сквозь несколько контрастных слоев, чтобы обнажить рисунок. Затем снова подвергают ковке, чтобы сделать заготовку плоской. Процесс долгий и сложный. Характер и интересность узора зависят от опыта мастера (рис. 3).
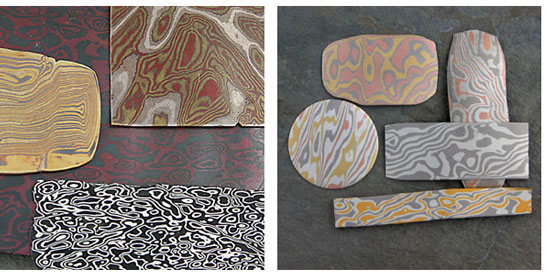
Рисунок 3. Сплав в технике «Мокуме гане»
Рассмотрим более подробно второй способ изготовления, не требующий сложного и дорогостоящего оборудования.
Изготовление Мокуме при помощи припоя так же можно разделить на два способа: припаиванием проволоки и припаиванием пластин. Если способ изготовления проволокой можно считать простым, поскольку проволока имеет небольшую площадь контакта поверхностей, что не создает особых проблем при пайке, то при пайке плоских поверхностей пластин все обстоит сложнее. Последний способ рассмотрим детальнее:
1. Вначале следует подобрать металлы для пайки согласно их совместимости по параметрам ковкости и способности подвергаться пайке серебряным припоем. Обычно это медь, медные сплавы, серебро и золото.
2. Нарежьте подобранные металлы на две одинаковых полосы шириной не более 25 мм. Длина полосы не представляет проблемы, но для небольших предметов подойдут заготовки длиной 50-100 мм. Толщина заготовки должна быть не меньше 1,5 мм, иначе при пайке пластины будут легко деформироваться, что сильно повлияет на качество спаиваемых поверхностей. Старайтесь использовать металл максимально возможной толщины, чтобы уменьшить площадь поверхности для пайки. Но при этом не забывайте про ограничение расстояния между валами на вальцах, которыми еще предстоит пользоваться. В большинстве случаев оно варьируется от 3 до 6 мм. Таким образом, заготовка должна представлять собой ровную узкую полосу.
3. Идеально выровняйте поверхности пластин, чтоб зазор между ними был минимальным. Ошлифуйте так, чтобы на их поверхности не было пятен окиси. Затем снимите фаску по длинной стороне, которая будет служить канавкой между пластинами для точного втекания припоя. Немаловажным является полировка соединяемых поверхностей, так как припой намного лучше растекается по полированной поверхности.
4. Соедините пластины так, чтоб скошенные стороны фасок совпадали. Свяжите обе заготовки относительно толстой проволокой (биндрой) так, чтобы между витками проволоки было равное расстояние. Сверху важно оставить 6-миллиметровые петельки. Они помогут удерживать при пайке заготовку под углом. Проволока должна быть хорошо натянута, чтобы надежно удерживать металл.
5. Окуните в густой раствор буры либо используйте буру кремообразной консистенции. В течение всего процесса используйте тугоплавкий серебряный припой. Это позволит понижать температуру припоя, используемого в дальнейшем. Припой желательно использовать в проволочном виде.
6. Предварительно прогрейте блок большим кустистым пламенем на вращающейся подставке до тускло-красного свечения. В этот момент уменьшите пламя и сконцентрируйте его в центре соединяемого металла. Когда будет достигнута необходимая температура, начинайте подавать припой между пластинами, используя V-образную выемку. Не жалейте припоя. Далее, поверните подставку, нагрейте с обратной стороны и протяните по всей ширине пластин. Помните правило: припой течет туда, где выше температура. Следовательно, подавая припой с одной стороны, с противоположной стороны необходимо прогревать, пока припой не проявится между пластинами. Убедитесь, что пластины полностью спаялись непрерывным швом припоя, выступающим по всему периметру.
7. Медленно остудите, снимите проволоку и отбелите. В случае, если пластины спаялись не полностью, после отбеливания промойте в ультразвуковой ванне, промойте в воде и просушите. Слегка прокатайте в вальцах, чтобы пластины плотно сошлись. Затем заново покройте флюсом и прогрейте пластины до необходимой температуры, пока припой не прольется полностью.
8. Выровняйте заготовку, ошлифуйте. По желанию можно добавить третий металл, повторив предыдущий процесс. Полученную пластину прокатайте в длину, пока она не удвоится. Разрежьте пополам и снова спаяйте две половинки между собой, увеличив количество слоев вдвое.
Этот процесс можно продолжать сколько угодно раз. Но с увеличением числа слоев, теряются физические свойства металла: металл становится твердым и ломким, а чрезмерное число слоев может привести к потере необходимого декоративного вида. После того, как было набрано необходимое количество слоев, к спаянным пластинам желательно припаять толстую металлическую основу. Чтобы получить желаемую форму и толщину, полученную заготовку следует прокатать в необходимых направлениях, вырезать и спаять из нее требуемые детали. После чего отжечь и отчеканить металл с внутренней стороны, получив рельефную поверхность. Полученный рельеф с внешней стороны затачивается напильником и наждачной бумагой. После шлифовки металл полируют и производят его отделку, «а правильно подобранная отделка выявит рисунок и текстуру металла, равно как и настоящий цвет использованных сплавов» . Современные ювелирные изделия, выполненные в технике мокуме гане представлены на рисунке 4.

Рисунок 4. Ювелирные изделия, выполненные в технике мокуме гане
Ювелирные изделия, созданные с применением техники мокуме гане, сочетают дух средневековой Японии, естественную красоту узоров дерева, холодную силу металла и являются современными произведениями искусства.
Список литературы:
1.Мокуме-гане // Интернет-журнал «Dekorata.ru». - 2010 г. - № 1 [Электронный ресурс] - Режим доступа. - URL: http://dekorata.ru/NN/01/mokume-gane.html (дата обращения 17.02.2014).
2.Пономарева К.С., Жукова Л.Т., Использование фактуры при создании объектов из декоративно-поделочного камня, Дизайн. Материалы. Технология. - 2014. - № 4(34) СПб.: СПГУТД - 220 стр.
3.Ричард Фуллер, Рон Грегори, Японские мечи. Энциклопедия холодного оружия, АСТ, Астрель, Харвест, 2010 г. - 288 стр.
4.Роберт Куган, Джеймс Биньон, Стив Миджетт, Мокуме гане. Полный обзор, Дедал-Пресс, 2005 г. - 160 стр.
МО - ДЕРЕВО.
KUME - ТЕКСТУРА.
GANE - МЕТАЛЛ.
Чтобы понять разницу между традиционным процессом ламинирования мокуме, и способом изготовления мокуме в электрической печи, необходимо обладать определенными знаниями того, как происходит процесс ламинирования. При каждом из способов металлические пластины, предназначенные для ламинирования, очищаются, укладываются в стопку и зажимаются между двумя стальными пластинами.
В традиционном процессе собранный брикет помещается в печь или горн, где в качестве топлива используется древесный или каменный уголь или газ (как в мини-печи Стива). Там он нагревается до тех пор, пока металл на поверхности не заблестит или не засверкает. Затем брикет вынимается из печи и, возможно, подвергается быстрой проковке для того, чтобы затвердел соединительный слой. Ключевым моментом в сплавлении слоев является появление «сверкания». Если брикет слишком долго выдерживать в печи после появления блеска, ламинат, вероятнее всего, перегреется, оставив вам лужицу мокуме. Поэтому вы должны следить за брикетом ястребиным взором, чтобы прореагировать в нужный момент. Заметьте, появление блеска - очень любопытная вещь: металл сияет так, как будто он расплавлен, но он все еще тверд! Дело в том, что расплавлено лишь небольшое количество металла в брикете, и именно оно соединяет слои металлов вместе. А теперь: как при наличии в нем расплавленного металла брикет не превращается в лужицу? Чтобы это понять, необходим небольшой экскурс в металлургию.

Чистый металл, как чистое серебро или золото 999 пробы (24К) плавится при вполне определенной температуре, которую мы обычно называем точкой плавления. В металлургических терминах температура, при которой металл становится жидким, называется точкой ликвидуса, а температура, при которой он затвердевает при остывании - точкой солидуса. Если чистый металл нагревается до температуры ликвидуса минус 1 градус, он все еще твердый; как только он нагрет выше точки ликвидуса, он становится жидким. И наоборот, когда металл остывает до температуры немного выше точки солидуса, он все еще жидкий, когда он остывает до точки солидуса, он снова становится твердым.
Во многих сплавах отдельные металлы сочетаются таким образом, что все зерна имею т один и тот же состав. Например, если вы изготовите сплав из 60% серебра и 40% золота, каждое зерно в сплаве будет состоять из 60% серебра и 40% золота. В металлургических терминах это однородный твердый раствор. Золото и серебро взаимно растворимы и при любых соотношениях будут образовывать однородный твердый раствор. Однородный твердый раствор ведет себя, как чистый металл, это означает, что у его точек солидуса и ликвидуса одно и то же значение температуры.
У серебра и меди, однако, совершенно другая история. В сплаве меди и серебра интервал между точками солидуса и ликвидуса может измеряться десятками и сотнями градусов. В качестве примера, стерлинговое серебро становится блестящим и начинает плавиться при 778°С, но не достигает точки ликвидуса до 892°С. При охлаждении из жидкого состояния оно не отвердеет, пока не достигнет температуры в 778°С. Такое поведение металла является следствием того факта, что в стерлинговом серебре отдельные элементы распределены неравномерно. Некоторые зерна в сплаве могут иметь состав 94% Ag (серебра) и 6% Си (меди), некоторые- 94% Си и 6% Ag, а все оставшиеся -72% Си п28% Ag.
Точка ликвидуса зерен 72Cu/28Ag - 778°С, точка ликвидуса зерен 94Cu/6Ag близка к точке плавления чистой меди, а зерна 6Cu/94Ag тавятся при температуре немного выше 892°С. При нагреве сплава выше температуры в 778°С зерна 72Cu/28 Ag расплавятся, но зерна с содержанием 94Cu/6Ag и 6Cu/94Ag будут все еще находиться в твердом состоянии. Сплав будет сохранять свою форму, но будет состоять из жидкости, содержащейся в твердой кристаллической матрице. Выражаясь в металлургических терминах, при одной температуре вы имеете и жидкую, и твердую фазу. Насколько она жидкая или твердая, зависит от температуры. При увеличении температуры сплава серебро растворяет все больше меди, и твердые зерна растворяются. Как только температура достигнет 892°С, все зерна перейдут в жидкую фазу.

Теперь мы можем говорить о том, что происходит с брикетом мокуме, когда его нагревают до того момента, когда поверхность начинает блестеть. При этой температуре в сплаве присутствуют зерна, которые достигли температуры ликвидуса и расплавились. Если условия соблюдены (очищенная поверхность металла, отсутствие оксидов), то они начнут течь или смачивать поверхности всех пластин. Когда легкоплавкие зерна плавятся, они начинают вытекать из кристаллической матрицы и покрывать все большую площадь. На них воздействует капиллярное притяжение, и они заполняют промежутки между пластинами и покрывают все незащищенные поверхности точно так же, как ведет себя серебряный припой на очень чистом участке металла. Они оставляют после себя пористую матрицу с более тугоплавкими зернами. Эта пористая область - очень слабый участок в ламинате. Чтобы это исправить, брикет нужно слегка проковать, чтобы сжать эту область, когда только его вынули из печи. Это помогает придать пористой области более плотную, прочную структуру. Если этого не сделать, то пористая область будет потенциальным очагом для расслоения при последующей обработке.
В традиционных способах сплавления для определения нужного момента для удаления брикета из печи или горна требуются некоторые навыки и опыт. С некоторыми комбинациями металлов работать легко, частично благодаря широкому интервалу между температурой солидуса и ликвидуса одного или более металлов в брикете. В сплаве с широким интервалом плавления фаза с низкой температурой расплавится и потечет, создавая «сияние», но в металлических пластинах все же будет сохраняться твердая структура из нерасплавленных фаз с более высокой температурой плавления. Если интервал плавления узок, тогда к тому моменту, когда вы увидите блеск, весь сплав уже практически расплавится. Также очень трудно сплавлять многослойные брикеты, поскольку возникают трудности в поддержании равномерного нагрева всего брикета. Наружные края могут нагреться до соответствующей температуры, а внутренние области будут все еще холодными для сплавления. В древней Японии не было выбора; вы бы работали в угольном горне и просто преодолевали бы все трудности этой техники.
Сегодня терморегулируемые электрические печи позволяют вам полностью контролировать время и температуру процесса сплавления. Контролируя эти два параметра, вы можете увеличить процент успеха и работать с большими объектами.

Между традиционным способом ламинации и сплавлением в электрической печи существует основное отличие. Металл никогда не нагревается до температуры ликвидуса ни одной из составляющих его фаз ни одного используемого металла. Вместо этого металл нагревается до температуры, близкой к температуре ликвидуса и выдерживается при данной температуре в течение нескольких часов. Теперь, когда у вас есть прибор, который позволяет осуществлять точный контроль, как вам выбрать подходящую температуру? Чтобы ее вычислить, нам нужно продолжить разговор о металлургии.
Выражаясь металлургическими терминами, температура отжига также известна, как температура рекристаллизации. Одним из процессов, происходящих с металлом, когда он нагрет до этой температуры, является снятие напряжения, которое образовалось в процессе холодной механической обработки, как ковка, прокатка или волочение. Нам же интересен другой аспект этого явления. Когда чистый металл или сплав нагревается до этой температуры, в нем снова начинают расти кристаллы. Если две или более чистых, очищенных от оксидов металлические пластины поместить в тесный контакт друг с другом и поднять температуру до отметки немного выше точки рекристаллизации для используемых металлов, то кристаллы будут расти поперек границы их соприкосновения. Атомы каждого металла будут перемещаться посредством диффузии из одного металла в другой. В процессе передвижения эти атомы будут собираться в упорядоченные структуры, которые определяются относительным размером атомов и количеством каждого типа атомов. Упорядоченные структуры атомов называются зернами. Если брикет выдерживать при такой температуре достаточно долго, он превратится в однородный сплав всех металлов в брикете (для этого требуется много-много времени). Обычно область диффузии в мокуме намного меньше 0,025 мм. Композиция зерен в области диффузии изменяется в зависимости от того, насколько быстро атомы каждого металла двигаются относительно атомов других металлов. Именно рост новых кристаллов в точке соприкосновения пластин металлов и образует соединительный слой, который их связывает.

Для определения необходимой температуры для ламинирования, вам нужно знать некую особенную температуру дня самого легкоплавкого сплава из всех комбинаций металлов, которые соприкасаются поверхностями. Это не означает самую низкую температуру плавления металлической пластины в брикете. Давайте в качестве примера возьмем лам «нацию меди и чистого серебра. Мы знаем, что медь плавится при температуре 1083°С и чистое серебро - 960°С; но если вы настроите свою печь на температуру в 926°С, то, когда вернетесь, обнаружите лужицу расплавленного металла. Необходимо понимать то, что сплав может плавиться при более низкой температуре, чем температура плавления любого составляющего его металла. В случае с серебром и медью сплав с наименьшей температурой плавления состоит из 28% серебра и 72% меди; он плавится при 778°С. Этот сплав называется эвтектическим. Именно он, является наиболее легкоплавким сплавом меди и серебра и ведет себя, как чистый металл. То есть, переходит из твердого состояния, в жидкое без промежуточной стадии плавления. Некоторые молекулы меди и серебра будут составлять именно такой сплав, который будет плавиться, если вы приведите эти металлы в тесный контакт и нагреете их до 778°С. У металлургов имеется множество диаграмм, которые показывают точки плавления комбинаций из двух и более элементов, называемые фазовыми диаграммами. Внизу показана тройная (три элемента) фазовая диаграмма для золота, серебра и меди.
Фазовые диаграммы для всех сочетаний металлов можно найти в справочниках для металлургов. Их также можно найти в Интернете. Фазовая диаграмма - самый точный способ определить температуру для ламинации. Просмотрев точки плавления большинства известных сплавов, вы сможете сделать предположение, которое не будет далеко от истины. Например, если вам нужны точки плавления золотых, серебряных и медных сплавов, на тройной фазовой диаграмме вы увидите, что минимальная температура плавления составляет 778°С. Поэтому вы можете быть уверены в том, что любая комбинация золота, серебра и меди в сплаве не расплавится при температуре ниже 778°С. Следовательно, если вы зададите печи температуру в 760°С, вы обнаружите, что золото/серебро и медные сплавы успешно ламинируются без расплавления. Обычно я задаю температуру на 15-30°С ниже температуры солидуса, на случай, если печь прогреется неравномерно, или появятся горячие очаги, которые смогут привести к локальному расплавлению.
Оборудование.
Большинство оборудования, необходимого для изготовления мокуме в электропечи уже имеется в хорошо оснащенной ювелирной мастерской, однако у вас может и не оказаться кое-чего из выше перечисленного.
Недорогая печь с датчиком температуры, подходящая для мокуме.
Печь:
Первое, что вам необходимо - электропечь с терморегулятором, который позволит вам задать и поддерживать точную температуру. Такие печи могут удерживать температуру с точностью до одного градуса по Цельсию. Газовые печи обычно не используются, поскольку их нельзя просто или недорого отрегулировать для поддержания точной температуры.
В системе цифрового термостатирования есть три основных части. Первая - сам терморегулятор. Он представляет собой особого рода микропроцессор, который при помощи сенсора считывает температуру внутри печи и посылает сигнал к электронному выключателю, который включает или выключает нагревательные элементы печи, чтобы поддерживать желаемую температуру. Термопара типа «К» - наиболее часто используемый сенсор. Он с большой степенью надежности, может измерять температуру в пределах от комнатной до температуры немного выше 1100°С. Выключателем может служить либо реле, либо полупроводник, который используется для включения и выключения нагревательных элементов. Вы сможете все это приобрести, затратив меньше $300. Возможно модифицировать и уже имеющуюся электрическую печь, установив на нее терморегулятор. Модификацию не стоит проводить собственными силами, если вы не знакомы с правилами безопасности при установке электроприборов. Это должен сделать профессиональный электрик.
Вентилятор:
Я использую его для того, чтобы высушить металл после очистки. Важно быстро высушить влажный металл, чтобы он не успел окислиться при контакте с водой. Я использую недорогой бытовой пылесос, но исключительно для этой цели. Рукав прикрепляется к выходному отверстию пылесоса и используется для подачи потока чистого, прохладного воздуха под большим напором. Вы можете использовать и фен, выключив нагрев. Если воздух подавать горячим, то он ускорит процесс окисления, поэтому этого делать не нужно. Не нужно использовать воздух из компрессора, поскольку он будет содержать небольшое количество воды и масла и загрязнит металл.
Материалы.
Пемза:
Пемза или бытовой порошок для чистки медных поверхностей или нержавеющей стали, как Clean King, используется для очистки металлических пластин перед их укладкой в брикет.
Гранулированный древесный уголь фракция 4-12 меш.
Этот тип древесного угля используется в аквариумных фильтрах, которые вы можете приобрести в местном зоомагазине. Его также можно приобрести в компаниях, которые поставляют реактивы для лабораторий, но по более высокой цене. Можно использовать и обычный древесный уголь для гриля, предварительно его нужно измельчить до кусочков размером примерно 6 мм, а это - очень грязный процесс.
Абразивные губки ScotchBrite вместе с пемзой нужны для очистки металла.
Зажимные пластины на болтах.
Две стальные пластины необходимы, чтобы между ними с усилием зажать брикет, который вы собираетесь ламинировать. Обычно я использую пластины, толщина которых составляет 20 - 25 мм, а площадь достаточна для того, чтобы брикет был зажат между болтами.
Перед каждым началом работы для удаления оксидов и зазубрин после предыдущего брикета я обрабатываю их внутренние поверхности при помощи наждачного круга. Я могу ими пользоваться многократно, пока они не станут слишком тонкими. Когда их толщина становится меньше 20 мм, они сильно изгибаются под воздействием высокой температуры и давления в печи, поэтому их нужно заменять.
Гайки и болты.
Вам понадобятся гайки и болты для скрепления зажимных пластин и удерживания их под давлением внутри печи. Я выяснил, что хорошо подходят болты диаметром 12 мм. Болты должны, по меньшей мере, превышать по длине толщину зажимных пластин и брикета между ними на 12 мм, чтобы у вас было достаточно места для затягивания гайки. Также дчя затягивания гаек и болтов вам понадобится два гаечных ключа.
Защитное покрытие.
Защитное покрытие наносится на зажимные пластины для того, чтобы предотвратить сплавление брикета со сталью. Используйте разведенную в воде желтую охру и немного клея Elmers, чтобы паста прилипла к поверхности пластин. Вы также можете использовать и Scalex, защитное покрытие для эмалирования медных поверхностей, применяемое для защиты обратной стороны изделия от окисления в печи. Подойдет любой из способов.
Оберточный материал для инструментов из нержавеющей стали.
Этот оберточный материал обычно используется для изготовления воздухонепроницаемых пакетов, чтобы в процессе воздушной закалки защитить инструментальную сталь от окисления при термической обработке. Он создает великолепный барьер для кислорода в течение ламинирования мокуме. Зажимные пластины с брикетом помешают в пакет, заполненный древесным углем, который обеспечит восстановительную (бескислородную) атмосферу.
Оберточный материал представляет собой фольгу из нержавеющей стали особого состава, которая выдерживает высокие температуры в печи и остается запечатанной. Ее можно приобрести в рулонах шириной 30 или 60 см и длиной 15 - 30 м. Она продается у поставщиков механических станков. Будьте очень осторожны при работе с этим материалом. Его толщина составляет 0,05 мм, примерно в два раза толще листа бумаги, поэтому фольга может порезать вас, как нож.
Подготовительные операции.
Выберите и нарежьте металлические листы, которые вы собираетесь использовать в ламинате. Размер и толщина листов определяется размером готового изделия из мокуме. Я работал как с маленькими пластинами размером 25 мм х 12 мм, так и с большими - размером 75 мм х 75 мм при толщине от 26 B&S (0,4 мм) до 6,3 мм. Если вы не планируете вручную проковывать свой брикет, то толщина вашего брикета не должна превышать максимальный развод валков ваших вальцов. Развод валков большинства ручных Вальцев, ограничен 6 мм или даже меньше.
Гранулированный древесный уголь - очень хороший поглотитель, вот почему он используется в фильтрационных системах. Он также хорошо поглощает водяные пары из воздуха. Нам в запаянном пакете в печи пары воды не нужны, поэтому нам необходимо от них избавиться. В металлическую кастрюлю насыпьте 2 мерных кружки (около 0,5 л) гранулированного древесного угля и нагрейте до температуры чуть выше 200°С (для этого я использую тостерную печь, купленную на блошином рынке), чтобы испарить всю воду, которую древесный уголь поглотил из воздуха. Это занимает, как минимум, 30 минут. Оставьте его в печи нагретым до 200°С, пока он вам не понадобится.
Теперь вам нужно очистить и выровнять стальные пластины. Проще всего это сделать на наждачном круге, но можно это сделать и вручную. Вам необходимо удалить все оксиды и зазубрины, оставшиеся от предыдущей работы, с внутренних поверхностей стальных пластин. С другой поверхностью ничего делать не нужно. Вы должны получить чистую, гладкую и плоскую поверхность. Как только вы отчистите стальные пластины, покройте их тонким слоем желтой охры или Scalex и положите их в теплое место, чтобы они высохли.
Оборудование для чистки и формирования брикета.
Следующий шаг заключается в очистке металлов. Очистка, несомненно, является наиболее важным шагом в изготовлении мокуме. Если вы не проведете тщательную очистку металла, то вы потеряете несколько часов работы, получив некачественно ламинированный брикет. Очень важно уделять пристальное владение всем, что вы делаете на этом этапе.
В своей мастерской для очистки я использую три небольших пластиковых ванны. Первая наполнена двумя литрами дистиллированной воды, это ванна для жесткой очистки. Следующая ванна также наполнена двумя литрами дистиллированной воды, это ванна для прополаскивания. Третья ванна сухая, рядом с ней опрыскиватель с дистиллированной водой. Ванны и опрыскиватель были куплены новыми и использовались только для очистки мокуме.

Ход работы Шаг1.
Вымойте руки простым мылом и водой. Не пользуйтесь парфюмированыым мылом, лосьонами или увлажняющим мылом, поскольку они оставят пленку на руках, которая перенесется на очищаемый металл. Хорошо промойте руки. Очистите и прополощите медный пинцет для отбела (предпочитаю пинцет с губками «рыбий хвост»), который я использую только для очистки мокуме
Шаг 2.
Возьмите металлическую пластину руками и окуните ее в ванну для очистки. Посыпьте ее пемзой и потрите 8-сантиметровым лоскутом абразивной губки ScotchBrite до тех пор, пока поверхности не станут чистыми и блестящими. Не обходите вниманием и края пластин.
ШагЗ.
Возьмите очищенный лист медным пинцетом и прополощите его сначала в ванне для чистки, затем в ванне для споласкивания. Ослабьте захват пинцета в ванне для споласкивания, чтобы убедиться, что все остатки пемзы между губками вымылись. Как только вы взялись за металл пинцетом, не прикасайтесь больше к нему руками
Шаг4 .
Свободно удерживая пластину, над гретой ванной, распыляйте на нее дистиллированную воду из распылителя. Вода должна образовывать плоскую ровную пленку на поверхности металла. Если вы заметите, что вода поднимается по краям или собирается в капли, то на металле остались загрязненные участки. Вам нужно вернуться и повторить.
шаги 2 и 3. Если лист чист, не позволяйте ему вступать в контакт ни с чем, кроме пинцета или других очищенных пластин для брикета.
Шаг5.
Высушите пластины потоком воздуха из пылесоса. Будьте осторожны, чтобы поток воздуха не выдул металлическую пластину из пинцета. Вы также должны просушить металл между губками пинцета. Вы можете сначала попрактиковаться с неочищенными пластинами. Если вы все же потеряли контроль (выронили из рук) над очищенной пластиной, возвращайтесь к шагу 2.
Шаг 6.
Положите заготовку на нижнюю зажимную пластину. Затем переходите к очистке следующей пластины - шаг 2.
Шаг 7.
Когда все заготовки будут очищены и сложены стопкой, поместите наверх зажимную пластину поверхностью, покрытой защитным слоем, вниз и затяните болты при помощи двух гаечных ключей.
Шаг 8.
Зажмите всю конструкцию в тисках или в гидравлическом прессе, если он у вас есть, и снова затяните болты, пока брикет находится под давлением. Лучшие результаты получаются при равном давлении на все болты. Лучше всего это делать при помощи автоматического гаечного ключа (с динамометром). Гаечные ключи такого типа издают щелчок при достижении определенного вращающего момента. Они относительно дорогие, поэтому, по возможности, возьмите их где-нибудь напрокат, чтобы попрактиковаться, а позже купите их себе, если почувствуете в них необходимость. При работе с автоматическим ключом я устанавливаю его на 90 футофунтов (12,45 килограмм-метров) Отложите собранный брикет в сторону, пока не выполните следующий шаг.
Шаг9.
Из оберточной фольги сделайте пакет, в который вы будете помещать древесный уголь и непосредственно брикет. Чтобы его изготовить, при помощи ножниц отрежьте кусок фольги так, чтобы его длина была на 5 см больше периметра зажимных пластин (10 см х 4 = 40 см + 5 см = 105 см), и шириной 30 см. Согните лист фольги пополам, и дважды загните края, затем загладьте их при мощи полировальника или валика. Придайте фольге форму трубки и проверьте, чтобы зажимные пластины могли поместиться внутрь. Вам будет легче заглаживать края фольги и помещать брикет в печь, если вы проделаете в трубке канавки, чтобы придать ее сечению прямоугольную или квадратную форму, повторяющую форму зажимных пластин. Затем дважды заверните нижний конец трубки, чтобы образовался пакет, и загладьте его при помощи кожаной киянки.
Шаг10.
Выньте древесный уголь из печи. Насыпьте небольшое количество на дно пакета из фольги. Поместите зажимные пластины в пакет и насыпьте столько угля, чтобы он покрывал верхнюю пластину, затем дважды загните верхний конец трубки и загладьте шов киянкой.
Шаг11.
При помощи щипцов и огнеупорных перчаток поместите пакет с брикетом в предварительно нагретую печь и оставьте его там, на 8-12 часов. В большинстве случаев, я ламинирую свои брикеты из золотых и серебряных сплавов при температуре в 760°С, а брикеты из медных сплавов, не содержащих серебра - при 816°С. (Для получения более подробной информации о температурах сплавления смотрите таблицу на следующей странице).
Шаг 12.
Выключите печь. Выньте пакет с брикетом из печи и остудите его при комнатной температуре. Раскройте пакет. Будьте при этом осторожны, наденьте защитные кожаные перчатки, поскольку фольга, сейчас намного более жесткая и хрупкая, чем была раньше, может вас очень легко порезать. Выньте брикет. Ослабьте болты и выньте брикет из зажимных пластин.

Шаг 13.
Используя ювелирный лобзик с очень грубой пилкой или ножовку, спилите края брикета. Обычно я снимаю от 1,5 мм до 4,5 мм в зависимости от того, насколько аккуратно я нарезал и укладывал пластины. Очень важно собирать брикет таким образом, чтобы удалять как можно меньше металла. Обработайте края наждачной бумагой, чтобы сиять следы пилки.
Шаг 14.
Пропаяйте края брикета при помощи самого тугоплавкого серебряного припоя, которым вы можете работать. Это поможет снизить риск расслоения на начальных этапах уменьшения толщины брикета. Если в брикете находится сплав, содержащий серебро и медь, это обычно означает, что нужно использовать среднеплавкий припой. Поскольку медь и серебро в некоторой пропорции образуют эвтектический сплав, вам нельзя нагревать брикет выше температуры в 778°С, которая является его точкой плавления. Очень важно использовать хороший флюс и аккуратно нагревать брикет, потому что вы легко можете сжечь флюс, а это не позволяет припою растекаться. Дня такого типа пайки при высокой температуре подойдет паста Handy flux или любой другой флюс для пайки тугоплавким припоем. Помните, что Handy flux или другие флюсы для пайки тугоплавким припоем содержат фториды, и для защиты вам необходима хорошая вентиляция.
Если флюс начнет выгорать раньше, чем вы достигнете необходимой температуры, вы можете добавить больше флюса в виде порошковой буры. А ее вы сможете приобрести в отделах для стирки большинства супермаркетов. Насыпьте щепотку буры на горячий металл, она защитит его от окисления. Это не сработает, если металл будет холодным, поскольку бура имеет свойство пузыриться и отшелушиться, но если металл нагрет до температуры выше 538°С, бура расплавится и растечется по поверхности, покрывая его и создавая длительную защиту. Можете добавлять столько буры, сколько нужно. Она создаст плотное покрытие, которое трудно удалить, используйте микстуру, или иную обработку или прокипятите брикет в отбеле.
Шаг 15.
На первоначальной стадии толщину брикета уменьшать нужно очень осторожно. Обычно для этого я использую вальцы. Перед отжигом я снижаю толщины брикета не более чем на полмиллиметра. При каждом прохождении между валками я уменьшаю толщину на одну десятую миллиметра. Я мягко прокатываю брикет 3 - 5 раз перед тем, как приступить к более агрессивным методам. Для определения величины, на которую вы сможете уменьшить толщину брикета между отжигами, необходим опыт. Я не могу вам дать эту формулу. Будьте консервативны; лучше слишком часто проводить отжиг, чем расслоить брикет, создав чрезмерное напряжение. В процессе отжига мокуме брикет нельзя закаливать, поскольку стрессы, возникшие при быстром охлаждении, слишком сильны для соединительного слоя мокуме. Закалка может расслоить брикет, если ламинат не очень высокого качества. Чтобы быстрее охладить брикет, я использую струю воздуха от вентилятора под сильным напором. Важно быстро охладить металл, чтобы снизить дисперсионное отверждение. Некоторые сплавы становятся твердыми, если их выдерживать при температуре несколько ниже точки oтжига. Это называется упрочнение дисперсными частицами, или закалка на твердый раствор.
Соответствие температуры и времени сплавления.
для изготовления мокуме в электропечи
Сплавы Темп., °С Время, час
1. Цветное золото между собой 760 8-10
2. Серебро с медью,
нейзильбером, бронзой, куромидо или шакудо 738 8-10
3. Медные сплавы между собой 816 8-10
4. Золото с серебром 760 8-10
5. Серебро с латунью 704 6-8
6. Платина с зеленым золотом 750 пробы (18К) 968 5-7
7. Палладий с серебром 774 4-6

Приведенное соответствие температуры и времени необходимо использовать в качестве общего руководства для изготовления мокуме в электропечи. Некоторые сплавы и типы печей требуют разного времени и температуры. СтивМиджетт
Искусство соединять металлы. JEWERLY GARDEN. №5 2015г. стр. 43-47.
«….Мокуме гане, как технология, зародилась достаточно давно в культуре феодальной Японии. Само название может читаться, как «металл с текстурой дерева», где «gane» — металл, «kume» — текстура, «mo» — дерево.
Мокуме гане была изобретена мастером мечей Денбеем Шоами, 1651-1728 года, который почти всю свою жизнь работал в префектуре Акита, Северная Япония. Он был мастером
высочайшего уровня и при изготовлении клинков обнаружил, что цветные металлы также возможно соединять между собой, получая
текстуры, похожие на узорчатую дамасскую сталь. Сложность придуманной им техники состоит в том, что разные металлы, практически не совместимые, соединяются между собой в очень красивые и причудливые узоры, которые никогда не повторяются.
Мокуме гане - это не только техника, но и своего рода философия, ведь глядя на рисунки, созданные плавящимися металлами, можно философствовать и созерцать, впрочем, как и во всех восточных искусствах, где оружие и кольца всегда имели сакральное значение и собственные имена. Основное в мокуме гане - создание рисунка.
Это сложнейший процесс, и он заключается в извлечении внутренних слоев на поверхность изделия с помощью различных методов. Благодаря многослойности металлического композита перед ювелиром раскрываются широкие возможности для создания различных рисунков. Металлы спекаются давлением
при высокой температуре, образуя диффузионное замещение атомов разных металлов в точке их соединения. Весь процесс, очень затратный и трудоемкий, требующий высокого ювелирного мастерства.

История открытия этой техники на Западе получила свое развитие в конце XIX века в 70-80 годы, когда Хироко Сато Пижановски и Юджин Майкл Пижановски посетили выставку работ народных ремесел в Токио. Работы, выполненные в технике мокуме гане, стали для них открытием и они приложили все усилия для того, чтобы установить дружеские отношения с мастером Гьюкомей Шиндо, а также Масахисой Ягихара и Норио Тамагава. От них они узнали о происхождении техники. Другой японский мастер по имени Хиротоши Ито преподавал технику мокуме гане в 1998 году. Уроки Ито, его философия наложили глубокий отпечаток на жизнь и работу его студентов. А технику мокуме до сих пор продолжают внедрять в Токийском Университете Изобразительных Искусств и Музыки.
В настоящее время техника мокуме гане является одной из самых сложных и красивых техник художественной обработки металла. Мокуме гане - это единство техники и искусства, она требует от мастера не только глубочайших знаний методов производства, но и творческого вдохновения. К сожалению, традиционная японская техника мокуме гане в России практически не применяется. Ювелиры Санкт-Петербурга смогли воссоздать ее, собрав информацию по крупицам и внеся в процесс некоторые изменения, оставив неизменной саму суть изделий в этой технике. Благодаря им, стало возможным в синтезе различных металлов создавать изделия с неповторимой харизмой, которые проявляют в своем облике старинную технологию мастеров феодальной Японии. Насладитесь и вы неповторимостью мокуме гане. Она достойно того, чтобы ею восхищались.
Искусство соединять металлы. JEWERLY GARDEN. №5 2015г. стр. 43-47.
Мокумэ Ганэ - это японская техника работы с металлами. Если попробовать перевести ее название дословно, получим следующий набор слов: «мо» - древесная, «кумэ» - текстура, «ганэ» - металл. Суть ее заключается в получении композитного изделия, состоящего из нескольких разных металлов, которые образуют на его поверхности декоративный узор, напоминающий по фактуре дерево.
История рождения техники
Появилась техника мокуме гане в конце XVII века благодаря мастеру по изготовлению самурайских мечей Денбею Шаоми. Есть мнение, что идея соединения между собой разнородных металлов - это результат восточного экономного подхода к производству. Ввиду дефицита драгоценных металлов им старались найти достойную замену, которая не умаляла бы благородства самурайского меча.
Так или иначе, разработанную технологию Шаоми передал многочисленным ученикам, которые непрерывно дополняли и совершенствовали ее. Со временем Мокумэ начали применять не только для декорирования оружия, но и при изготовлении предметов быта: ваз, посуды, украшений.
Суть техники мокумэ ганэ
Первые изделия изготавливались из сплава сякудо (шакудо) , состоящего на 90–96% из меди и на 4–10% из золота, однако затем начали использовать и другие металлы: платину, палладий, серебро, никель, цирконий, титан, бронзу.

Первый этап метода мокумэ гане заключается в получении многослойной заготовки из отличных по цвету и ковкости металлов. Кроме того, для создания контрастного орнамента стоит учесть, что в процессе нагревания и химических реакций материалы могут менять свои оттенки. Драгоценные листы разной толщины подвергаются тщательной чистке от пыли, оксидной и жировой пленки и укладываются друг на друга в заданной последовательности, количество слоев может доходить до нескольких десятков. Затем листы помещаются в печь, где под действием определенной температуры осуществляется процесс диффузии металлов в твердой фазе.
Особенно важно, что степень нагрева должна быть ровно такой, чтобы листы начали сплавляться между собой, но не переходили в жидкую фазу, образуя единую заготовку с четко выраженными границами между слоями. Сложность заключается в том, что у каждого металла температура плавления своя, и порой мастерам удается добиться самых невероятных сочетаний.
Пример изготовления обручальных колец в технике мокуме гане.
Полученный кусок металла многократно прессуется, режется, чеканится, куется, скручивается подобно тесту, чтобы внутренние слои оказались на поверхности и плоские границы улеглись в новый замысловатый рисунок. Каждый создаваемый узор уникален, даже точное повторение всех технологических этапов с теми же материалами не позволяет получить пару одинаковых изделий.
Современные тенденции
Более двух столетий техника мокумэ гане оставалась неизвестной за пределами Японии. Лишь в конце XIX века необычные изделия начали экспортироваться в европейские страны. Много сил и времени ушло у западных мастеров, чтобы разгадать тайну восточной металлической древесины. Из-за сложности техники качественные изделия и сегодня являются большой редкостью. Несмотря на современные достижения ювелирного производства и наличие технологичного оборудования, в мире вряд ли наберется сотня по-настоящему квалифицированных мастеров, работающих в данном направлении.

Сегодня ювелирные изделия, выполненные в технике мокумэ гане, относятся к эксклюзивным украшениям и имеют соответствующую стоимость. Кроме уникальности каждой вещи и трудоемкости процесса ее производства дополнительным фактором удорожания является большое количество невозвратных отходов, так как используемые драгоценные металлы после диффузной сварки не подлежат дальнейшей переработке.